电 话:0574-88280832
传 真:0574-88280832
邮 箱:nbsjmj@163.com
地 址:宁波市北仑区大碶街道沿山河北路19号
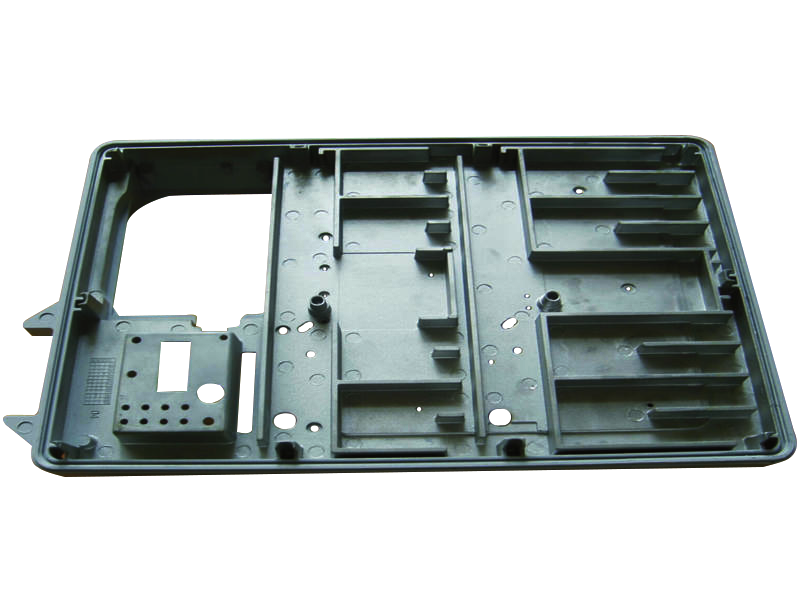
铝压铸模是现阶段运用较为普遍的模具。因为生产制造周期长、投资大、制造精度高,故造价较高,因而期待铝压摸具备较长的使用期限。但因为材料、机械加工、应用等一系列要素的危害,经常造成 模具太早无效而损毁,导致巨大的消耗。下边根据模具的选料、设计、生产制造、应用等层面剖析危害铝压模具使用期限的基础要素
一、材料
模具材料对模具使用寿命的危害体现在模具材料的挑选是否恰当,材料是否优良和应用是否有效三个层面,统计资料说明,因为选料和热处理错误,导致模具早期无效的约占70%。铝压铸模归属于热作模具,应用标准极其极端。铝的熔点为580-740℃,压铸时,铝液温控在650-720℃。不在对模具加热的状况下压铸,凹模表面温度由室内温度升到液温,凹模表面将承担巨大的拉应力。出模顶件时,凹模表面又承担巨大的压应力。千余次的压铸后,模具表面便造成开裂等缺点。因而对铝压模具材料规定较高。
二、结构设计
模具设计指南中详解了铝压铸模设计应留意的难题,必须注重的是模具的结构设计应尽量减少锐利的圆弧和过大的横截面变化。锐利的圆弧造成的应力集中化可达到均值应力的10倍。进而易导致模具早期无效。此外要留意因为结构设计不科学导致事后热处理形变裂开,为避免热处理形变与裂开,横截面规格务求均匀样子务求对称性简易,埋孔尽量改成埋孔,必需时能开工艺孔。结构设计上防止几何空缺。包含刀纹、交角、淘槽、主骨及横截面突然变化等,降低零件构造和热处理缺点的产生。

三、机加工
有误的机加工易导致应力集中化,光滑度不足和机加工沒有彻底均匀地除去冷轧煅造产生的渗碳层。都很有可能造成 材料的早期无效。此外在加工模具过程中。偏厚的模版不能用累加的方式确保其薄厚。由于厚钢板厚1倍,弯折形变量少85%,层叠只有起累加功效。薄厚与双板同样的2块板弯折形变量是双板的4倍。在加工冷却水道时,双面加工中应特留意确保同轴度。假如头顶部转角,又不互相同舟,那麼在应用过程中,联接的拐角处便会裂开。制冷系统的表面理应光洁,最 好没留机加工印痕。伴随着技术性的发展,要留意追踪应用优 秀机加工技术性,有益于模具零部件加工精度的提升,进而延长模具使用期限。
四、磨削和电火花加工
磨加工時间很有可能造成 金属表面部分超温,造成高的表面残留应力及其机构变化等,很有可能造成 磨削裂痕的造成。除此之外,初始机构预处理错误,渗碳体缩松、晶体粗壮、回火不充足都能导致磨削裂痕。因而在确保材料的状况下,留意挑选可用的冷冻液操纵磨削加工制冷。操纵磨削速率,降低裂痕造成。
电火花加工能在热处理回火后的模具表面产生热处理马氏体的白净淬硬层,淬硬层薄厚由加工时电流强度和频率泱定,初加工时较深,精加工时偏浅。淬硬层会导致模具表面有巨大应力。若不消除淬硬层或清除应力,在应用过程中,模具表面易造成电裂、点蚀和裂开。清除淬硬层或去应力可根据:①用油石或碾磨除去淬硬层:②不在减少强度的状况下,小于回火温度下来应力,那样可大幅度降低模腔表面应力。