
电 话:0574-88280832
传 真:0574-88280832
邮 箱:nbsjmj@163.com
地 址:宁波市北仑区大碶街道沿山河北路19号

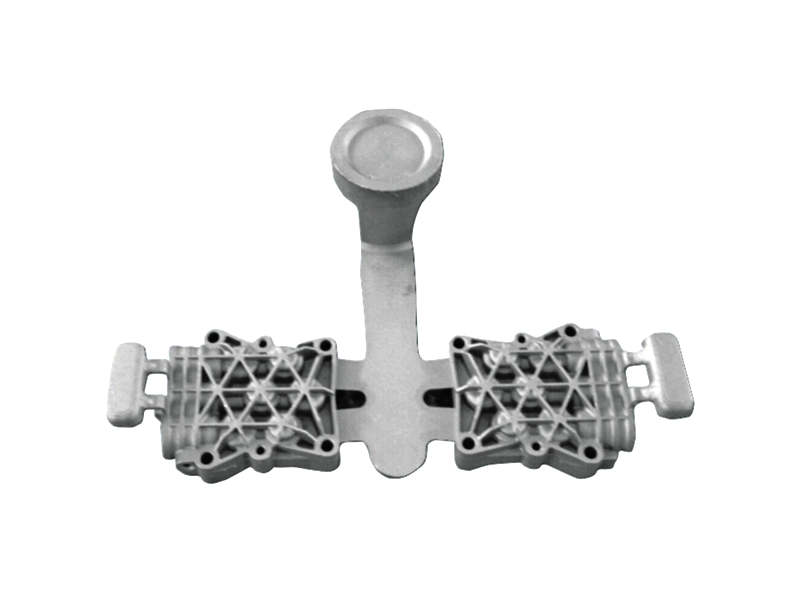
压铸模具是铸造液态模锻的一种方法,一种在专用的压铸模锻机上完成的工艺。它的基本工艺过程是:金属液先低速或高速铸造充型进模具的型腔内,模具有活动的型腔面,它随着金属液的冷却过程加压锻造,既消除毛坯的缩孔缩松缺陷,也使毛坯的内部组织达到锻态的破碎晶粒。毛坯的综合机械性能得到明显的提高 (1)涂镀技术,包括化学镀等。(2)传统热处理工艺的改进技术;(3)表面改性技术,包括表面热扩渗处理、表面相变强化、电火花强化技术等北仑压铸模具加工

致使压铸模具失效的因素很多,既有外因(例浇铸温度高低、模具是否经预热、水剂涂料喷涂量的多少、苏州压铸机吨位大小是否匹配、压铸压力过高、内浇口速度过快、冷却水开启未与压铸生产同步、压铸件材料的种类及成分Fe的高低、铸件尺寸形状、壁厚大小、涂料类型等等)。也有内因(例压铸模具本身材质的冶金质量、坯料的锻制工艺、压铸模具结构设计的合理性、浇注系统设计的合理性、模具机(电加工)加工时产生的内应力、压铸模具的热处理工艺、包括各种配合精度和光洁度要求等)。压铸模具若出现早期失效,则需找出是哪些内因或外因,以便今后改进。北仑压铸模具加工
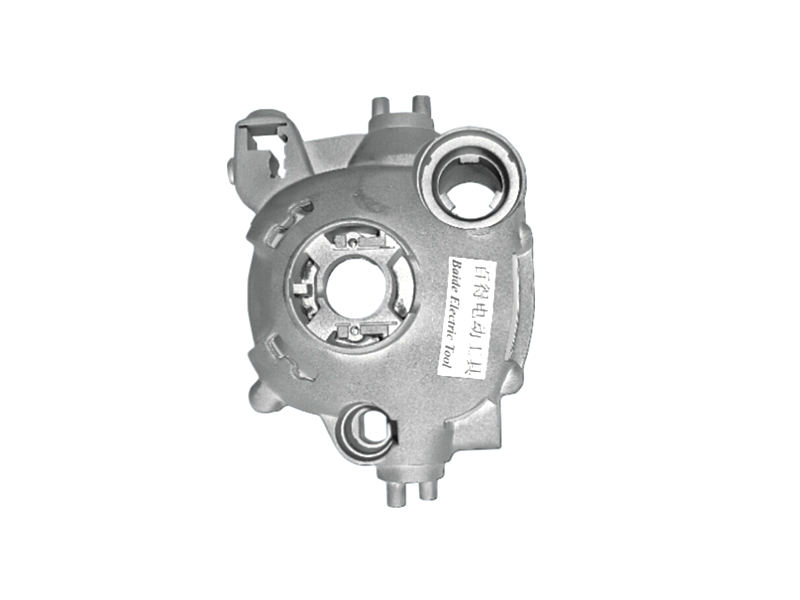
模具是适应大批量生产这个方向的,因此觉得将模具积极地、大范围地应用于生产、制造当中,是工业、制造业的发展方向。 制造北仑压铸模具在以前上海牌汽车时代,上海、红旗这些汽车的外壳都是工人人工用木榔头敲打而成。现在大众年产汽车50万台,试想如果还用人工的方法,怎么可能实现这一产量,简直就是天方夜谭。 汽摩配件压铸模具运用模具的好处在于可以降低成本,节省时间,提高生产效率,让企业在竞争激烈的现在能立于不败之地。加工
加工精度是加工后零件表面的实际尺寸、形状、位置三种几何参数与图纸要求的理想几何参数的符合程度。理想的几何参数,对尺寸而言,就是平均尺寸;对表面几何形状而言,就是绝 对的圆、圆柱、平面、锥面和直线等;对表面之间的相互位置而言,制造北仑压铸模具就是绝 对的平行、垂直、同轴、对称等。零件实际几何参数与理想几何参数的偏离数值称为加工误差。加工精度与加工误差都是评价加工表面几何参数的术语。加工精度用公差等级衡量,等级值越小,其精度越高;加工误差用数值表示,数值越大,其误差越大。加工精度高,就是加工误差小,反之亦然。任何加工方法所得到的实际参数都不会绝 对准确,从零件的功能看,只要加工误差在零件图要求的公差范围内,就认为保证了加工精度。北仑压铸模具加工机器的质量取决于零件的加工质量和机器的装配质量,零件加工质量包含零件加工精度和表面质量两大部分机械加工精度是指零件加工后的实际几何参数(尺寸、形状和位置)与理想几何参数相符合的程度。它们之间的差异称为加工误差。加工误差的大小反映了加工精度的高低。误差越大加工精度越低,误差越小加工精度越高。




