
电 话:0574-88280832
传 真:0574-88280832
邮 箱:nbsjmj@163.com
地 址:宁波市北仑区大碶街道沿山河北路19号
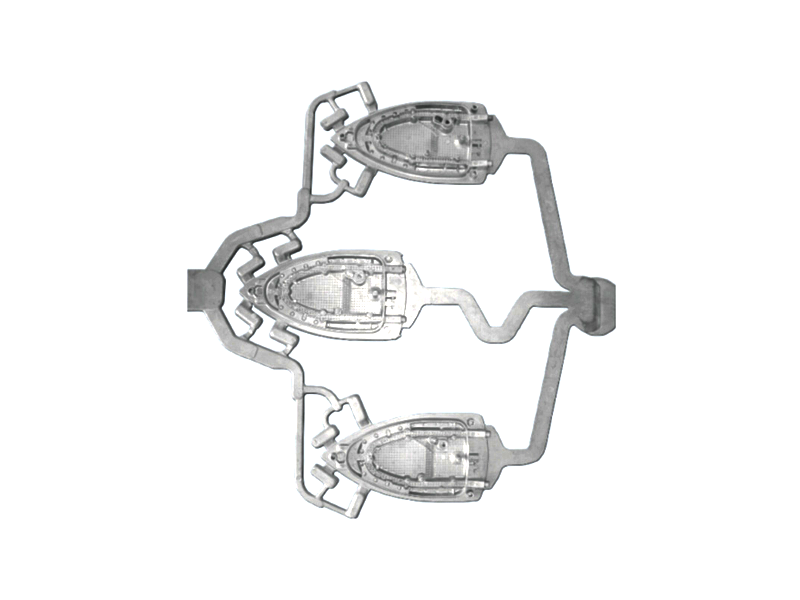
压铸模具是铸造液态模锻的一种方法,一种在专用的压铸模锻机上完成的工艺。它的基本工艺过程是:金属液先低速或高速铸造充型进模具的型腔内,模具有活动的型腔面,它随着金属液的冷却过程加压锻造,既消除毛坯的缩孔缩松缺陷,也使毛坯的内部组织达到锻态的破碎晶粒。毛坯的综合机械性能得到明显的提高 (1)涂镀技术,包括化学镀等。(2)传统热处理工艺的改进技术;(3)表面改性技术,包括表面热扩渗处理、表面相变强化、电火花强化技术等铝压铸模具加工

设计铝压铸模具模具业的管理人员已经逐渐认识到一个竞争性商业世界中的一条基本真理:在任何一个想利用市场营销机会、并控制其财务投资和运行其制造设施来得到利润的公司里,其心脏就是一个有效的计划与控制系统,它的肌肉来执行计划。模具管理信息系统是可以控制的,而且模具管理其回报是巨大的。成功的公司要使计划与执行平衡发展。铝压铸模具加工
压铸件企业面临经济形式多变该怎么办?杭州对于外企入侵,我国压铸业应理性对待,在竞争中寻求合作与发展。当今全球经济一体化的进程的步伐越来越快,这就直接导致了国际化竞争加剧,我国压铸业在坚持引进来与走出去相结合的道路中,也会迎来国外压铸模具企业不断进驻的局面,尤其当近年来,全球压铸也呈微利化方向发展,为了节约成本与提高企业效益,许多知名压铸企业在华投资建厂,面对如此情况,我国压铸业理应理性对待。铝压铸模具加工
1、压铸模具分型面与模板平面 2、导柱、导套与模板垂直度的要求;3、分型面上动、定模镶块平面与动定模套板高出0.1-0.05mm;4、推板、复位杆与分型面平齐,一般推杆凹入0.1mm或根据用户要求;5、模具上所有活动部位活动可靠,无呆滞现象pin无串动;6、滑块定位可靠,型芯抽出时与铸件保持距离,滑块与块合模后配合部位2/3以上;7、浇道粗糙度光滑,无缝;铝压铸模具加工8、合模时镶块分型面局部间隙<0.05mm;9、冷却水道畅通,进出口标志;10、成型表面粗糙度Rs=0.04,无微伤。

近几年来,国内模具行业的飞速发展让人期待,我国模具行业的整体水平不断与世界模具水平接轨。设计铝压铸模具业内相关专家表示,国内模具龙头企业在行业中起着中流砥柱的带动作用,他们完善的信息系统和技术水平,保证着行业健康顺利向前发展。我国的模具产业经过多年的风风雨雨,虽然目前已经取得了很大的进步和一定的成就,但是国内模具产业仍需居安思危,不断大展模具产业。由于长期以来,我国企业的编制受大而全、小而全的影响,企业内部设一个模具生产车间,生产的模具为自己企业服务,这就造成了模具专业厂很少,即使有专业模具厂,规模也不大。目前,以汽车工业为代表的制造业,正在高速发展,市场急需精密、性能稳定的大型模具。行业协会期待更多领军企业及模具专家发挥作用,一汽模具制造公司等大型模具公司正在努力带动行业发展。铝压铸模具加工同时,国内模具产业的发展,除了依靠本行业,更多地需要国家政策、企业管理和生产材料等机制的改善




