
电 话:0574-88280832
传 真:0574-88280832
邮 箱:nbsjmj@163.com
地 址:宁波市北仑区大碶街道沿山河北路19号

致使压铸模具失效的因素很多,既有外因(例浇铸温度高低、模具是否经预热、水剂涂料喷涂量的多少、安徽压铸机吨位大小是否匹配、压铸压力过高、内浇口速度过快、冷却水开启未与压铸生产同步、压铸件材料的种类及成分Fe的高低、铸件尺寸形状、壁厚大小、涂料类型等等)。也有内因(例压铸模具本身材质的冶金质量、坯料的锻制工艺、压铸模具结构设计的合理性、浇注系统设计的合理性、模具机(电加工)加工时产生的内应力、压铸模具的热处理工艺、包括各种配合精度和光洁度要求等)。压铸模具若出现早期失效,则需找出是哪些内因或外因,以便今后改进。洗衣机配件压铸模具厂家

料是可用于多次冲压的成卷原材料。制造洗衣机配件压铸模具板料是可用于多次冲压的板状原材料条料是可用于多次冲压的条状原材料。拉痕是冲件在成形过程中,材料表面与模具工作面的摩擦印痕。拉深比是拉深系数的倒数。。
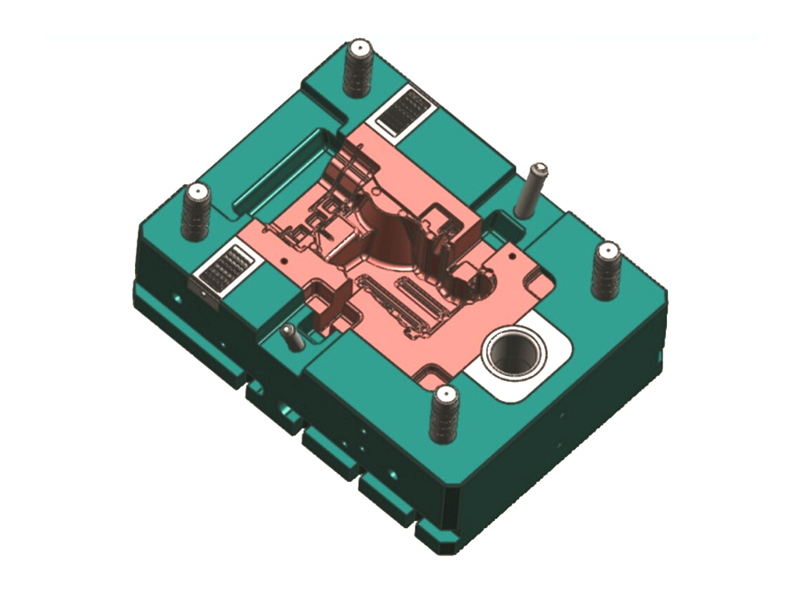
如若模具设计合理,则在实际生产中遇到的问题少,铸件下机合格率高制造洗衣机配件压铸模具。反之,压铸模具设计不合理,诸如:压铸零件设计时动定模的包裹力基本相同,而浇注系统大多在定模,且放在压射后冲头不能送料的压铸机上生产,无法正常生产,压铸零件一直粘在定模上。尽管定模型腔的光洁度打得很光,因型腔较深,仍出现粘在定模上的现象。所以在模具设计时,必须全面分析铸件的结构,熟悉压铸机的操作过程,要了解压铸机及工艺参数得以调整的可能性,掌握在不同情况下的充填特性,并考虑压铸模具加工的方法、钻眼和固定的形式后,才能设计出切合实际、满足生产要求的模具。安徽
(1)锻造工艺的影响如果锻造工艺不合理,会降低钢材的性能,造成锻造缺陷,形成导致模具早期失效的隐患。常见的锻件表面缺陷有裂纹、折叠、凹坑等,内部缺陷有组织偏析、流线分布不合理、疏松、过热、过烧等。洗衣机配件压铸模具厂家锻造时镦击力过大,变形量过大,易产生裂纹。加热不均,温度过高会产生材料晶粒粗大的过热现象、或导致晶界熔化和氧化的过烧现象。停锻后冷却速度过快容易开裂,特别是高碳高合金钢,锻造温度范围较窄,操作不当极易开裂。锻造不充分会产生组织应力,热处理时也易发生变形开裂。

压铸件企业面临经济形式多变该怎么办?安徽对于外企入侵,我国压铸业应理性对待,在竞争中寻求合作与发展。当今全球经济一体化的进程的步伐越来越快,这就直接导致了国际化竞争加剧,我国压铸业在坚持引进来与走出去相结合的道路中,也会迎来国外压铸模具企业不断进驻的局面,尤其当近年来,全球压铸也呈微利化方向发展,为了节约成本与提高企业效益,许多知名压铸企业在华投资建厂,面对如此情况,我国压铸业理应理性对待。洗衣机配件压铸模具厂家

安徽为实现模具型腔及其相关部位的高速加工,机床需要具备以下特点:1.能多轴联动及良好的深孔腔综合切削能力模具型腔多为复杂的空间六曲面及沟槽所构成,且许多模具具有深孔腔。为了达到对3D曲面的高精度、高速度和高稳定性加工,机床需要多轴联动,且具有良好的深孔腔综合切削能力。可以采用五轴联动加工中心,除了三个坐标的直线运动外,还有两个旋转坐标的进给运动。铣头或工作台可以多轴联动进行连续回转进给,从而适用于加工具有复杂型腔曲面的模具零件。2.由于模具正在向大型化方向发展,几吨到几十吨的模具非常普遍,因此要求机床工作台面能承受大重量,这就要求设备必须具有大承重和高刚性的特性,还必须有足够大的台面尺寸和工作行程与之相适应。洗衣机配件压铸模具厂家另外,模具材料的强度和硬度都很高,加上常常采用伸长量较大的小直径端铣刀加工模具型腔,因此加工过程容易发生颤振。为了确保零件的加工精度和表面质量,用于模具制造的高速机床必须有很高的动、静刚度,以提高机床的定位精度、跟踪精度和抗振能力。




