
电 话:0574-88280832
传 真:0574-88280832
邮 箱:nbsjmj@163.com
地 址:宁波市北仑区大碶街道沿山河北路19号
洗衣机模具抛光不要一开始就使用最细的油石,砂纸,研磨抛光膏设计洗衣机配件压铸模具,那样是不能把粗的纹路抛掉的。那样打磨出来的活的表面看起来很光亮,但是侧面一照,粗的纹路就显现出来了。因此,要先从粗的油石,砂纸或者研磨抛光膏打磨,然后再换比较细的油石,砂纸或研磨抛光膏进行打磨,最后再用最细的研磨抛光膏进行抛光。这样看起来好像比较麻烦,工序多。洗衣机配件压铸模具制作实际上并不慢,一道接一道的工序,将前面粗的加工纹路打磨掉,再进行下面的工序,不会返工,一次走下来就可以使模具的光洁度达到要求

致使压铸模具失效的因素很多,既有外因(例浇铸温度高低、模具是否经预热、水剂涂料喷涂量的多少、苏州压铸机吨位大小是否匹配、压铸压力过高、内浇口速度过快、冷却水开启未与压铸生产同步、压铸件材料的种类及成分Fe的高低、铸件尺寸形状、壁厚大小、涂料类型等等)。也有内因(例压铸模具本身材质的冶金质量、坯料的锻制工艺、压铸模具结构设计的合理性、浇注系统设计的合理性、模具机(电加工)加工时产生的内应力、压铸模具的热处理工艺、包括各种配合精度和光洁度要求等)。压铸模具若出现早期失效,则需找出是哪些内因或外因,以便今后改进。洗衣机配件压铸模具制作

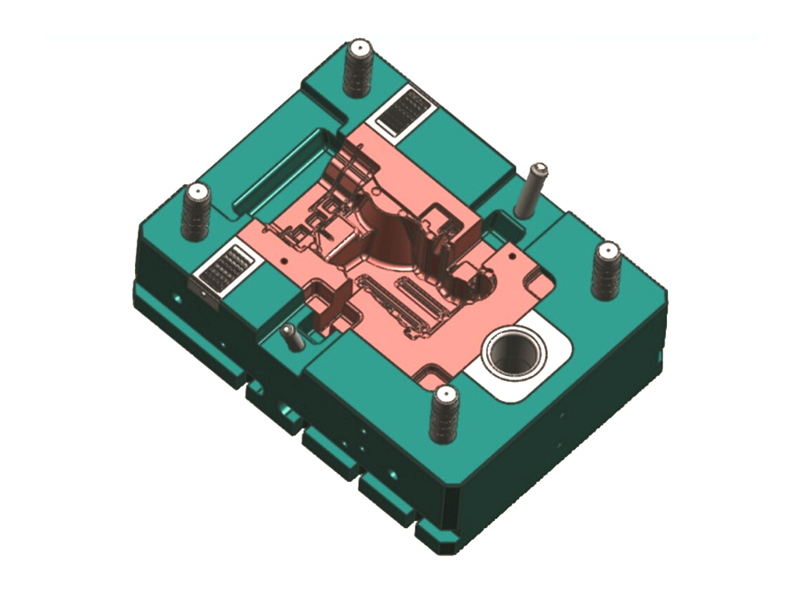
如若模具设计合理,则在实际生产中遇到的问题少,铸件下机合格率高设计洗衣机配件压铸模具。反之,压铸模具设计不合理,诸如:压铸零件设计时动定模的包裹力基本相同,而浇注系统大多在定模,且放在压射后冲头不能送料的压铸机上生产,无法正常生产,压铸零件一直粘在定模上。尽管定模型腔的光洁度打得很光,因型腔较深,仍出现粘在定模上的现象。所以在模具设计时,必须全面分析铸件的结构,熟悉压铸机的操作过程,要了解压铸机及工艺参数得以调整的可能性,掌握在不同情况下的充填特性,并考虑压铸模具加工的方法、钻眼和固定的形式后,才能设计出切合实际、满足生产要求的模具。苏州
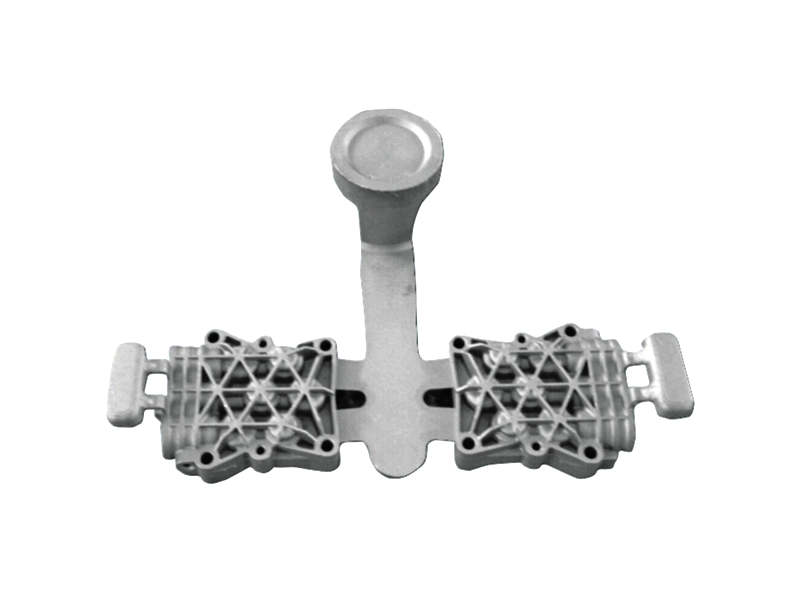
设计压铸模具是铸造液态模锻的一种方法, 一种在专用的压铸模锻机上完成的工艺。它的基本工艺过程是:金属液先低速或高速铸造充型进模具的型腔内,模具有活动的型腔面,它随着金属液的冷却过程加压锻造,既消除毛坯的缩孔缩松缺陷,也使毛坯的内部组织达到锻态的破碎晶粒。毛坯的综合机械性能得到显著的提高。压铸生产中压铸模具经常存在的问题注意点!洗衣机配件压铸模具制作




